
Vigas de madera laminada encolada curvadas y de altura variable
Tabla de contenidos
Historia de la madera laminada curvada
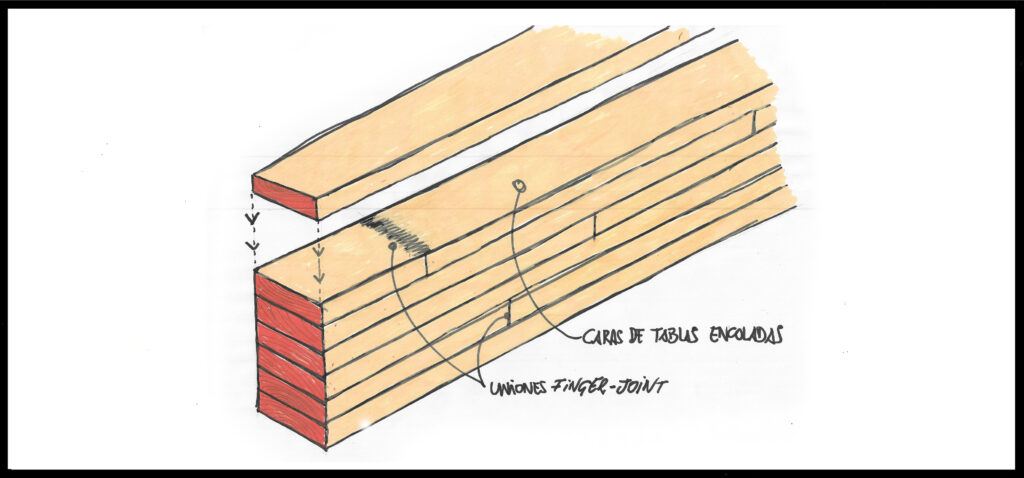
Como bien saben los lectores de este blog, la madera laminada encolada es un producto derivado de la madera consistente en una serie de láminas de espesores entre 6 y 45 mm, dispuestas en la dirección de la fibra, y unidas con adhesivo por testa mediante empalmes finger joint y en las caras de tablas a tope. Este sistema permite escuadrías y largos sin más límite que su posterior traslado y manipulación.
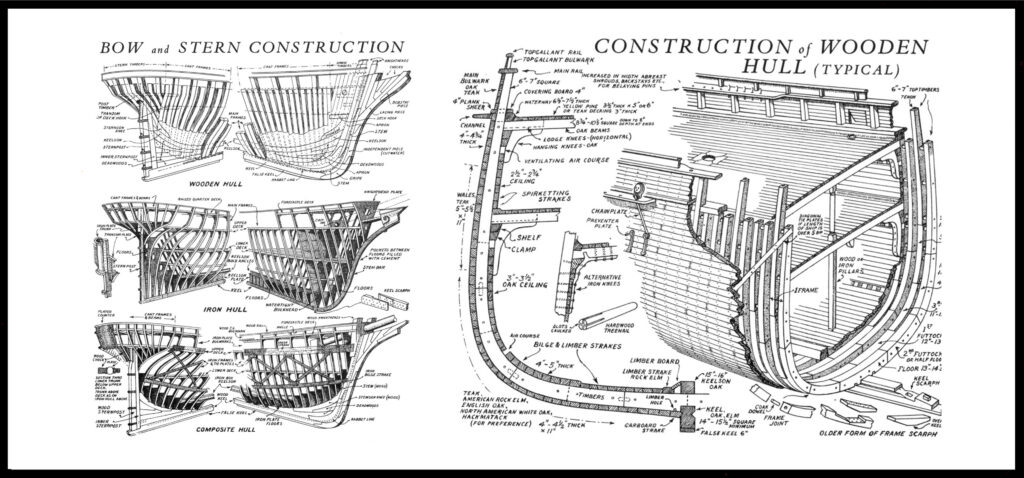
Hoy día se usan en edificación en piezas de directriz recta, y además, la madera laminada se puede usar en piezas curvas y con sección variable. De estas tipologías de origen ancestral, como su uso en herramientas o en el desarrollo de la industria naval, hablaremos en este artículo.
Existe un precedente preindustrial de 1548 de la madera curvada formando arcos, realizado por el constructor Philibert De l’Orme en Mont-Dauphine (en el departamento francés de Hautes-Alpes), dónde construyó en el castillo de la Muette unos arcos de madera montada en láminas unidas mediante herrajes.

Más adelante, en el siglo XVIII, el coronel Emy ideó el sistema que lleva su nombre, consistente en una serie de tablas acopladas en plano a las que se añaden pasadores metálicos.

Hay cierto consenso que la madera laminada como tal fue desarrollada al principio del siglo XX por el empresario Karl Friedrich Otto Hetzer, en Weimar (Alemania), el cual obtuvo una primera patente suiza en 1901 al unir tablas con colas de caseína para este método de construcción de vigas rectas, y una segunda patente alemana de 1906 para piezas curvas de madera laminada, iniciando el desarrollo de los arcos en madera.
Una aplicación del sistema que podríamos llamar «proto-laminado» data del año 1890, en la construcción del edificio del Reichstag en Berlín donde se emplearon vigas en arco de 10 metros de luz.

Aquí un interesante artículo para ampliar la historia de la madera laminada curvada: + Info AQUÍ
Tipos de elementos
Las posibilidades de doblado y fabricación de madera laminada encolada proporciona gran variedad de miembros:
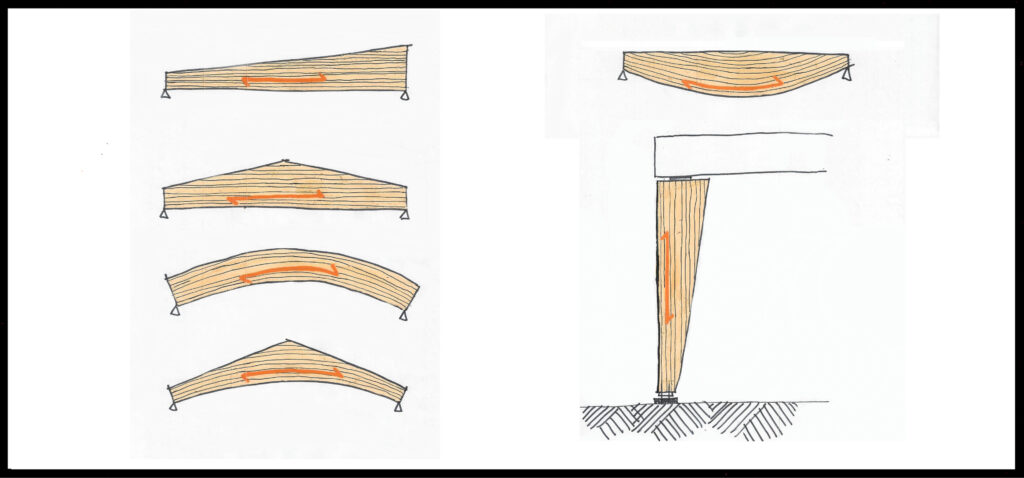
- Vigas de sección variable con una pendiente
- Vigas de sección variable con dos pendientes
- Vigas en arco
- Vigas curvadas con dos pendientes
- Vigas curvadas con una cara recta
- Pilares de sección variable

Procesos de fabricación
En general, el tamaño de las piezas y el uso previsto del producto determinan el método de producción, tanto en vigas de canto variable como las curvadas. Veamos algunas particularidades de la fabricación de ambos tipos.
Los elementos de madera laminada con caras inclinadas se obtienen cortando el elemento una vez fabricado según la pendiente deseada. Es importante tener presente que en el lado cortado se rompe la continuidad de las láminas y disminuye la resistencia, de manera que se recomienda hacer este corte en el lado comprimido.

En el caso de vigas curvas, comúnmente se fabrican con láminas de entre 19 y 38 mm de espesor, pudiéndose obtener, como es natural, mayores radios de curvatura con tablones de menor espesor.
A medida que disminuye el radio de curvatura del miembro de madera laminada, aumentan las tensiones radiales formadas en la zona curvada de la viga. Debido a la resistencia relativamente baja de la madera en tensión perpendicular a la fibra en comparación con la tensión paralela a la fibra, estas tensiones radiales se convierten en un factor crítico en el diseño de elementos de madera laminada curvada.
Además, el proceso de fabricación de las vigas curvadas determina ciertos aspectos de sus capacidades resistentes. Repasemos algunos.
Madera laminada curvada
Esta opción no implica el uso de calor ni vapor. Si las piezas se pegan siguiendo un molde con la curvatura deseada (siempre teniendo en cuenta las posibilidades y restricciones del material y las especies utilizadas), el resultado final será una pieza curva. Véase un ejemplo, o este con moldeado (minuto 1:45), o este caso más sencillo de curvado en seco.
Curvado a vapor
Consistente en calentar la pieza de madera para conseguir mayor flexibilidad y maleabilidad, dentro de un recipiente estanco al que se introduce vapor, humedad y temperatura. La lignina que une las fibras de celulosa que forman el tronco y que le confiere rigidez, a temperatura y contenido de humedad elevados pierde resistencia, permitiendo que la madera se curve con mayor facilidad.
Como se puede ver en este ejemplo, al salir del recipiente, la pieza se moldea con la curvatura deseada y se asegura con sargentos. Cuando la madera se enfría y se seca, la pieza tendrá la forma del molde. Siguiendo este proceso, las fibras de madera no se cortan, lo cual no merma la resistencia de la pieza.
La correcta vaporización de la madera antes del curvado tiende a reducir las tensiones internas y residuales de las piezas, lo que puede resultar en una mayor estabilidad y menor riesgo de deformación a largo plazo, pero hay que poner atención en la humedad que pueda mantener la madera en su puesta en obra.
Self shaping
Con la constante evolución de las técnicas, aparecen nuevas propuestas, basadas en principios básicos de la madera ya conocidos por los antiguos carpinteros, entalladores, toneleros, como este método de «auto-curvado» basado en la humedad diferencial entre caras del elemento
Corte Kerf
Otra forma de curvar elementos de madera, en este caso elementos superficiales, es lo que se contaba en un reciente artículo de este blog: https://maderayconstruccion.com/lattice-hinge/
Particularidades estructurales
Hay tres factores de las vigas de canto variable con una sola pendiente, que afectan a su funcionamiento estructural:
- Geometría. La distribución de los esfuerzos de flexión en áreas con canto de viga con caras en pendiente no es lineal, especialmente para ángulos a partir de 10º de inclinación.
- Anisotropía. Además de la geometría, la anisotropía de la madera también influye en la distribución de tensiones, hecho que no encaja con la teoría de vigas del modelo Euler-Bernoulli.
- Corte de las fibras. El tercer parámetro es el hecho de en el lado inclinado hay fibras de madera cortadas debido a al método de producción, el cual, además de las tensiones axiales, también está sujeto a las tensiones transversales que dependen del ángulo, lo cual implica valores muy bajos de rigidez y resistencia en el borde inclinado dado que se trata de tensiones perpendiculares a la fibra.

Así, como regla general, las fibras de madera cortadas se deben disponer preferentemente en la zona de compresión de las vigas, de manera las lamas vayan paralelas a la viga en el borde comprimido inclinado.
En el caso de vigas con doble pendiente, se genera un punto de máxima tensión perpendicular a la fibra en el vértice superior, dónde se deben desviar las tensiones normales.
Las vigas curvadas, a diferencia de las vigas con lados inclinados no tienen fibras de madera cortadas, dado que se montan primero como vigas de trazado recto y se curvan antes de que fragüen las colas, forzando la curvatura hasta que la química de la cola termina su trabajo. Sin embargo, aquí las tensiones de flexión tampoco son lineales.
Dado que las fibras internas son considerablemente más cortas que las fibras externas, suponiendo que se aplique la hipótesis de Bernoulli de que las secciones planas permanecen planas y que el eje neutro pasa por el centro de gravedad, las deformaciones en los las caras convexas aumentan su tracción, mientras que las caras cóncavas añaden compresión.
Para mantener el equilibrio de las fuerzas internas en la sección, el eje neutro debe desplazarse desde la posición del centro de gravedad hacia el borde interior, lo que da como resultado una distribución de tensiones hiperbólica en lugar de lineal, que se ve incrementada por efecto de la anisotropía de la madera.

Para vigas curvas, la regla es que se deben comprobar los esfuerzos de flexión en la sección transversal del centro. Aquí un análisis de este incremento de tensiones en la zona central.
Además, de igual manera que en los bordes inclinados de vigas de sección variable, los momentos flectores en las zonas curvadas también generan tensiones perpendiculares a la fibra, las cuales también se forman debido a cambios del contenido de humedad.

El nivel de estas tensiones de tracción depende del radio de curvatura, y estas tensiones no pueden ignorarse, pues los esfuerzos de tracción perpendiculares a la fibra causan falla frágil.
Además de las tensiones debidas a cargas externas, se deben tener en cuenta las tensiones generadas antes del pegado por la flexión de las láminas individuales. Sin embargo, dado que dichas tensiones se disipan parcialmente mediante procesos plásticos y relajación, solo es necesario tenerlas en cuenta para radios de curvatura pequeños.
A modo de resumen: la distribución de los esfuerzos de flexión en vigas con secciones transversales variables o forma curva no es lineal. No linealidad generada por la geometría e intensificada por la anisotropia de la madera.
Se deben realizar las siguientes verificaciones (con las correspondientes reducciones de resistencia en zonas de aumento de tensiones):
- Verificación en la sección crítica en el borde inclinado con fibras de madera cortadas (en los casos de vigas de sección variable con una o dos pendientes y vigas arqueadas inclinadas).
- Verificación de la tensión de flexión en la sección transversal del vértice superior (en vigas de doble pendiente, vigas inclinadas y vigas curvas).
- Verificación de tensiones de tracción perpendiculares a la fibra en la sección del vértice superior o punto de mayores tensiones (para vigas con simple o doble pendiente, vigas curvas).
- Además, al verificar esfuerzos de tracción perpendiculares a la fibra, se debe tener en cuenta el efecto volumen mediante los coeficientes kdis y kvol (ver CTE-SE-madera).
Para los aficionados a los números, en este vídeo el proceso de cálculo detallado de una viga curvada de madera laminada encolada.
Referencias
- [1] Luis Somoza Veiga, «La madera laminada encolada: historia y tradición», ETSA A Coruña, 1986.
- [2] Francicso Arriaga Martitegui, “Precedentes históricos de la madera laminada”, AITIM.
- [3] https://handbook.glulam.org/volume-1-1-histoire-et-developpement-du-bois-lamelle-2/
- [4] Wood Handbook Wood as an Engineering Material 2010
- https://structurae.net/fr/medias/76945-place-forte-de-mont-dauphin-charpente-en-carene-de-la-caserne-rochambeau-1820
- [5] Andreas Jordahl Rhude, “Structural glued laminated timber: History of its origins and early development”, Forest Products Journal, 1996.
- [6] Hans Joachim Blaβ, Carmen Sandhaas, «Timber Engineering. Principles for Design», Karlsruher Institut für Technologie, Karlsruhe, 2017.
- [7] Robert J.Ross (editor), «Wood Handbook. Woods as an Engineering Material», USDA Forest Service, 2010.
- [8] C. Stevens y N. Turner, Manual del curvado de la madera», AITIM, 1973.
Oriol Palou
También puede interesarte